


- 雷达液位计料位计系列产品
- 压力/液位/差压/密度变送器
- 液位仪表系列
- 流量仪表系列
- 物位仪表系列
- 液位/温度/压力/流量-报警仪
- PLC/DCS自动化控制监控系统
- GPRS无线远传装置
- 有纸/无纸记录仪系列
- 温度仪表系列
- 分析仪|检测仪|校验仪系列

全国销售热线:400-9280-163
电话:86 0517-86917118
传真:86 0517-86899586
销售经理:1560-1403-222 (丁经理)
139-1518-1149 (袁经理)
业务QQ:2942808253 / 762657048
网址:https://www.harzkj.com
电话:86 0517-86917118
传真:86 0517-86899586
销售经理:1560-1403-222 (丁经理)
139-1518-1149 (袁经理)
业务QQ:2942808253 / 762657048
网址:https://www.harzkj.com




工业生产中利用PLC系统对料灌过程液位控制的方案简介
发表时间:2015-11-13 点击次数:1107 技术支持:1560-1403-222
液位控制是工业生产过程中一项重要的工作之一,液位测量与控制设备也是生产现场中为常见的设备之一,近年来,随着大规模集成电路在工业控制领域的普遍应用,出现了以PLC为控制核心的微型计算机控制系统,这种PLC可编程控制器以其软件简单易学、使用简便、抗干扰能力强,是目前许多企业普遍采用的一种控制器。本文在此提出一种采用可编程控制器对液位进行监控的一种方法,其电路结构简单,可利用原有设施改造,监控系统自动化程度高,还具有在线修改功能,灵活性强,适用于多段液位监控场合。配合现场的各类可输出交互信号的液位计,比如磁翻板液位计、单双法兰液位计等液位仪表,与各种控制泵体协同作业,便可以实现生产控制的智能化和自动化。
一、系统的概述
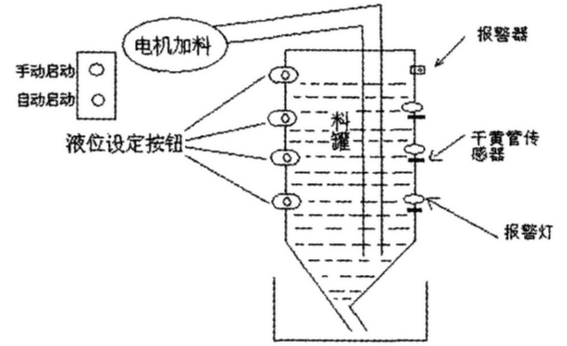
根据生产的需要将液位设定多个阶段,并分阶段显示报警,当按下启动按扭后液位检测传感器进行液位检测,当液位达到低限时自动启动料泵自动加液,当液位到达设定阶段时报警器响并且报警闪烁,并自动停止加液。操作人员可通过确认按钮解除报警,闪烁灯光转平光;系统具有手动/自动两种控制方式。
二、系统设计
2.1 PLC选型
PLC的选择应着重考虑PLC的性能价格比,选择可靠性高,负载能力合适,经济实惠的PLC。PLC适用于各种场合中的检测、监测的自动化控制,强大功能使其无论在独立运行中或相连成网络皆能实现复杂控制功能。因此西门子系列PLC具有极高的性能/价格比。其可靠性,极丰富的指令集,便捷的操作,丰富的内置集成功能,实时特性,强劲的通讯能力和丰富的扩展模块方面均有出色的表现,本文运用PLC实现对多段液位的控制。
三、传感器
3.1 结构及工作原理
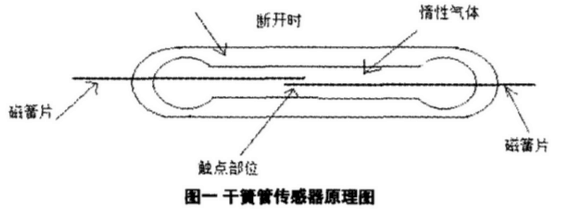
干簧管传感器用一对用磁性材料制造的弹性舌簧组成,舌簧密封于充有惰性气体的玻璃管中,舌簧端面互叠但留有一条细间隙。舌簧端面触点镀有一层贵金属,如铑、铱或钌,使开关具有稳定的特性和极长的使用寿命。由**磁铁或线圈所产生的磁场施加于开关上时,使干簧管两个舌簧磁化,使一个舌簧在触点位置上生成N极,另一个舌簧的触点位置上生成S极。若生成的磁场吸引力克服了舌簧的弹性产生的阻力,舌簧被吸引力作用接触导通,即电路闭合。一旦磁场力消除,舌簧因弹力作用又重新分开,即电路断开。参见图一原理图
3.2 特点
①结构紧凑、重量轻,能够安装在极度有限的空间,极适用微型设备。
②气密式密封:簧片被密封于惰性气体玻璃管中,永远不会与外界环境接触。
③工作寿命长:没有采用滑动元件,不会出现因金属降级的金属疲劳现象,确保实际上无极限的机械使用寿命。
④高速度操作:每一可动元件均具有非常小的重量,因此操作速度很高。
此传感器被**应用于诸如磁翻板液位计、浮球式液位计系列液位测量仪表中。
图一 干簧管传感器原理图
四、系统硬件配置
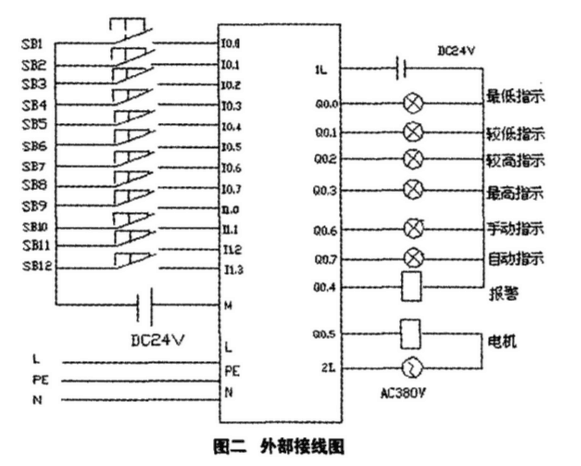
为实现液位的手动/自动控制,本人实验机型是采用“西门子”公司制造的S7-200型编程器,主要参数如下:需要输入点10个,输出点7个,选用西门子S7-200 17点I/O单元的PLC,输入光电隔离,输出继电器隔离,负载能力强,自备电源24V。液位检测采用干簧管传感器检测,液位设定采用双位旋钮,系统具有手动启泵、停泵和确认按钮;输出选用电子音响报警器和24V直流指示灯、继电器。参见图二系统外部接线图。
4.1 系统外部接线图
图二 外部接线图
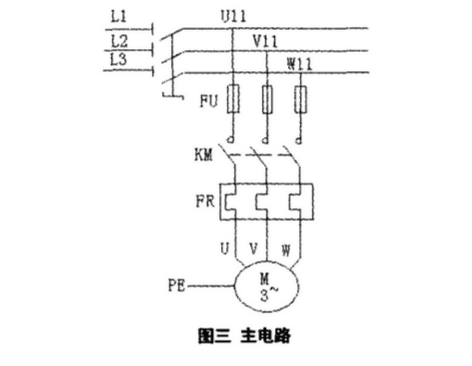
4.2 系统主电路图
图三 主电路
五、 系统软件设计
5.1 系统控制过程
①本系统为液位的自动/手动双控制系统。液位共分三段显示和控制,当液位在低液位时自动启泵实现设备运行,当液位到达设定值时自动停泵。
②系统采用置位和复位指令实现手动/自动两种功能的选择,即当按下按钮I0.1时执行手动程序同时手动指示灯点亮,当按下自动按钮I0.0时执行自动程序同时自动指示灯点亮。系统自动完成自动启泵-检测-报警-停泵过程。当按钮I0.1闭合时,手动指示灯亮并且实现料泵启动,系统执行手动操作过程,当按下停止按钮I1.1即可实现手动停泵。
③ 液位由的三个阶段由I0.5-I0.7三个控制按钮控制,分别阶段一低料位、阶段二中料位、阶段三高料位,系统具有从低到高的优先权,即当多个料位控制按钮同时闭合时,系统优先执*先阶段。
④本系统采用干簧管检测传感器检测液位,用干簧管检测传感器检测液位时,当液位到达检测点时其触点闭合,相应液位指示灯点亮;当液位离开检测点时其触点开关打开。为了使系统检测不受液位波动的影响,指示灯不立即熄灭,每段指示灯均采用内部复位和置位指令控制,只有当液位上升或下降到相邻阶段时,此液位指示灯才熄灭同时下段液位指示灯点亮。
⑤当料液到达设定点时,此时系统自动停泵,料位指示灯闪烁,指示灯光采用两定时器控制,以1S为周期闪烁,同时报警器报警,报警器连续报警一分钟后自停,或在报警过程中按下确认I1.0按钮系统停止报警,指示灯由闪烁变为平光。
⑥*次开车时,可以根据生产的需要自由选择自动或手动,在生产中也可以随时切换控制方式,也可以入手动方式,按低液位试验按钮启动料泵,一切运行正常后,再进入自动运行方式。
5.3 系统控制流程图和梯形图(略)
六、本文结语
实践证明,PLC能在工况较恶劣的环境中使用,而不必过多考虑电压波动、电磁干扰,环境温度和湿度的影响,用PLC控制传统的电气系统可以减少电气故障发生率,缩短设计周期,提高设备工作可靠性。
本文采用可编程控制器设计控制液位的,系统可自动完成启泵、报警、停泵等控制任务。选用西PLC作为核心控制器件,其运行的可靠性和稳定性都达到了很好的效果。运行结果表明,该系统能够满足设计要求,具有操作方便,监控及时等突出优点,并大大地减轻了操作工人的劳动强度、缩短了操作时间,为企业节约了资金。(本文由润中仪表科技有限公司整理发布)
上一条:简述磁翻板液位计如何通过夹套实现保温功能
下一条:简介输油管道中的涡轮流量计的设计与应用
一、系统的概述
根据生产的需要将液位设定多个阶段,并分阶段显示报警,当按下启动按扭后液位检测传感器进行液位检测,当液位达到低限时自动启动料泵自动加液,当液位到达设定阶段时报警器响并且报警闪烁,并自动停止加液。操作人员可通过确认按钮解除报警,闪烁灯光转平光;系统具有手动/自动两种控制方式。
二、系统设计
2.1 PLC选型
PLC的选择应着重考虑PLC的性能价格比,选择可靠性高,负载能力合适,经济实惠的PLC。PLC适用于各种场合中的检测、监测的自动化控制,强大功能使其无论在独立运行中或相连成网络皆能实现复杂控制功能。因此西门子系列PLC具有极高的性能/价格比。其可靠性,极丰富的指令集,便捷的操作,丰富的内置集成功能,实时特性,强劲的通讯能力和丰富的扩展模块方面均有出色的表现,本文运用PLC实现对多段液位的控制。
三、传感器
3.1 结构及工作原理
干簧管传感器用一对用磁性材料制造的弹性舌簧组成,舌簧密封于充有惰性气体的玻璃管中,舌簧端面互叠但留有一条细间隙。舌簧端面触点镀有一层贵金属,如铑、铱或钌,使开关具有稳定的特性和极长的使用寿命。由**磁铁或线圈所产生的磁场施加于开关上时,使干簧管两个舌簧磁化,使一个舌簧在触点位置上生成N极,另一个舌簧的触点位置上生成S极。若生成的磁场吸引力克服了舌簧的弹性产生的阻力,舌簧被吸引力作用接触导通,即电路闭合。一旦磁场力消除,舌簧因弹力作用又重新分开,即电路断开。参见图一原理图
3.2 特点
①结构紧凑、重量轻,能够安装在极度有限的空间,极适用微型设备。
②气密式密封:簧片被密封于惰性气体玻璃管中,永远不会与外界环境接触。
③工作寿命长:没有采用滑动元件,不会出现因金属降级的金属疲劳现象,确保实际上无极限的机械使用寿命。
④高速度操作:每一可动元件均具有非常小的重量,因此操作速度很高。
此传感器被**应用于诸如磁翻板液位计、浮球式液位计系列液位测量仪表中。
图一 干簧管传感器原理图
四、系统硬件配置
为实现液位的手动/自动控制,本人实验机型是采用“西门子”公司制造的S7-200型编程器,主要参数如下:需要输入点10个,输出点7个,选用西门子S7-200 17点I/O单元的PLC,输入光电隔离,输出继电器隔离,负载能力强,自备电源24V。液位检测采用干簧管传感器检测,液位设定采用双位旋钮,系统具有手动启泵、停泵和确认按钮;输出选用电子音响报警器和24V直流指示灯、继电器。参见图二系统外部接线图。
4.1 系统外部接线图
图二 外部接线图
4.2 系统主电路图
图三 主电路
五、 系统软件设计
5.1 系统控制过程
①本系统为液位的自动/手动双控制系统。液位共分三段显示和控制,当液位在低液位时自动启泵实现设备运行,当液位到达设定值时自动停泵。
②系统采用置位和复位指令实现手动/自动两种功能的选择,即当按下按钮I0.1时执行手动程序同时手动指示灯点亮,当按下自动按钮I0.0时执行自动程序同时自动指示灯点亮。系统自动完成自动启泵-检测-报警-停泵过程。当按钮I0.1闭合时,手动指示灯亮并且实现料泵启动,系统执行手动操作过程,当按下停止按钮I1.1即可实现手动停泵。
③ 液位由的三个阶段由I0.5-I0.7三个控制按钮控制,分别阶段一低料位、阶段二中料位、阶段三高料位,系统具有从低到高的优先权,即当多个料位控制按钮同时闭合时,系统优先执*先阶段。
④本系统采用干簧管检测传感器检测液位,用干簧管检测传感器检测液位时,当液位到达检测点时其触点闭合,相应液位指示灯点亮;当液位离开检测点时其触点开关打开。为了使系统检测不受液位波动的影响,指示灯不立即熄灭,每段指示灯均采用内部复位和置位指令控制,只有当液位上升或下降到相邻阶段时,此液位指示灯才熄灭同时下段液位指示灯点亮。
⑤当料液到达设定点时,此时系统自动停泵,料位指示灯闪烁,指示灯光采用两定时器控制,以1S为周期闪烁,同时报警器报警,报警器连续报警一分钟后自停,或在报警过程中按下确认I1.0按钮系统停止报警,指示灯由闪烁变为平光。
⑥*次开车时,可以根据生产的需要自由选择自动或手动,在生产中也可以随时切换控制方式,也可以入手动方式,按低液位试验按钮启动料泵,一切运行正常后,再进入自动运行方式。
5.3 系统控制流程图和梯形图(略)
六、本文结语
实践证明,PLC能在工况较恶劣的环境中使用,而不必过多考虑电压波动、电磁干扰,环境温度和湿度的影响,用PLC控制传统的电气系统可以减少电气故障发生率,缩短设计周期,提高设备工作可靠性。
本文采用可编程控制器设计控制液位的,系统可自动完成启泵、报警、停泵等控制任务。选用西PLC作为核心控制器件,其运行的可靠性和稳定性都达到了很好的效果。运行结果表明,该系统能够满足设计要求,具有操作方便,监控及时等突出优点,并大大地减轻了操作工人的劳动强度、缩短了操作时间,为企业节约了资金。(本文由润中仪表科技有限公司整理发布)
上一条:简述磁翻板液位计如何通过夹套实现保温功能
下一条:简介输油管道中的涡轮流量计的设计与应用



- 相关文章
-
- 雷达液位计的作用 【2025-11-18】
- 雷达液位计使用注意事项 【2025-11-18】
- 雷达液位计安装注意事项全解析 【2025-11-14】
- 雷达液位计工作原理及相关说明 【2025-11-14】
- 差压变送器测液位零点迁移 【2023-12-19】
- 静压液位变送器哪里买得到 【2023-12-16】
- 液位变送器故障判断方法 【2023-12-18】
- 远传液位变送器华尔威 【2023-12-30】
- 压力变送器液位来回波动 【2023-12-16】
- 浮球液位指示变送器 【2023-12-14】