


- 雷达液位计料位计系列产品
- 压力/液位/差压/密度变送器
- 液位仪表系列
- 流量仪表系列
- 物位仪表系列
- 液位/温度/压力/流量-报警仪
- PLC/DCS自动化控制监控系统
- GPRS无线远传装置
- 有纸/无纸记录仪系列
- 温度仪表系列
- 分析仪|检测仪|校验仪系列

全国销售热线:400-9280-163
电话:86 0517-86917118
传真:86 0517-86899586
销售经理:1560-1403-222 (丁经理)
139-1518-1149 (袁经理)
业务QQ:2942808253 / 762657048
网址:https://www.harzkj.com
电话:86 0517-86917118
传真:86 0517-86899586
销售经理:1560-1403-222 (丁经理)
139-1518-1149 (袁经理)
业务QQ:2942808253 / 762657048
网址:https://www.harzkj.com




磁翻板液位计通过差压法对储油罐进行检测的方案介绍
发表时间:2020-01-13 点击次数:813 技术支持:1560-1403-222
摘要:介绍杭钢高线B润滑站气压贮油管系统液位检测控制装五。通过时运行中的故障分析.提出了可行的改进方案。
杭钢高线公司B润滑站的主要作用是向预枯轧机组等设备提供润滑油,由美国摩根公司设计,配有气压贮油罐一套。这套设备中的液位检测装置曾多次出现故障,造成贮罐喷油、泄空和轧线停机等事故,严重危及设备的安全运行,影响正常生产秩序。为此.我们对其进行了分析和改进。
1 气压贮油罐系统概况和工作原理
1.1 系统结构
该系统主要由压力贮罐、空压气压力控制装置(压力变送器1.B/PSI、进气控制阀LI3/EV2、增压缸等)、贮罐油位检测装置(磁翻板液位计,干簧管式接近开关LB/-VIA. LB/LVL.S , LB/I.V Lb) ,进川卜油控制阀LB/EVI、供油管压力变送器LB/PS1,真空脱水器、泄压安全阀等组成(见图1)0

1.2主要功能
B站润滑系统正常供油时.油阀(LB/LL S5)打开,稀油被压人贮罐。进气控制阀(LB/EV2)控制贮罐进气,稀油到达工作液位(油位标尺的50%位置士200nuik)时,保持贮罐内气压与供油压力平衡。
板液位计和干簧管式接近开关组件。浮筒跟随液位上升,其内部的磁钢逐个对相应磁翻板作用,磁翻板翻转呈红色显示‘.有油位”。液位下降时,相应磁翻板受反向作用翻转呈白色显示“空位”。三个干簧管式接近开关分别安装在控制液位(油位标尺的210%,50%,****)的磁翻板旁。干簧管式接近开关对应的磁翻板为’‘有油位”时,开关闭合,反之开关断开。开关信号经P1一数字输人模块送至轧线计算机,实现控制功能(摩根功能规格书ECS645X描述)。
2.1起动程序
润滑系统油泵起动30s内油阀、气阀关闭,等管路油压达到正常,即30.-后,油阀气阀才打开。
2.2油位低时控制程序
当检测到油位低极限位开关信号(油位标尺的20%处,LB/LVL6动作)时,开始计时,气阀在45s内处在关闭状态,使罐内油位上升。油位低信号解除后,进人正常1作油位控制程序。若45;后油位低信号仍然存在.则执行油位低故障处理程序
2.3工作油位控制程序
当油位在50%处时,开关LI3/LVL5闭合,计时15s,若信号保持未变,则选通开气阀,使贮罐油位下降;相反顺序关气阀,使贮罐油位上升。循环工作油位控制在50%位1 200mm范围内。
2.4油位局时控制程序
油位高极限位开关LB/LVL4动作(油位标尺的80%处),45。后油位.岛信号解除,进人正常工作油位控制程序。若油位高信号仍然存在,则执行油位高故障处理程序。
2.5油位故障处理程序
油位故障时停止加热出钢。若由油位高引起,则}L线各机组按先后顺序完成各自轧制工序,相关设备停车;若由油位低引起,则轧线切废联动,相关设备按先后顺序完成各自轧制工序后停车。
3故障原因分析
3.1液位计构造存在缺陷
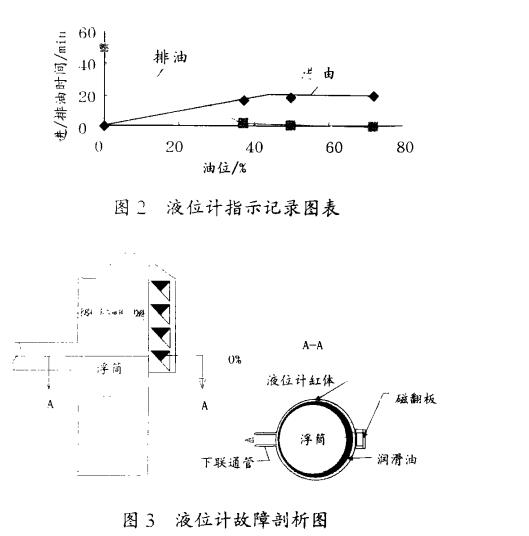
用人工进/#卜油试验时,发现液位计指示的液位在0% -37%区间内变化缓慢。如图2所示,持续向空贮罐加油至液位计指示值37%时,用时约15min。反之,排油液位计回零用时大于40min.在其它区域液位变化则快许多。通过对磁翻板液位计结构分析,我们发现:圆柱体浮筒(iP58mm X280mm)浮在0%一37%区间时,形同一个柱塞挡住了液位计筒体下部的联通管管口(见图3,液位计筒体内径(D60mm,标尺长750mm, 750mm X 20 %= 150mm,280=750=37.3%),液位计油位滞后于贮罐油位变化。液位计回油时,浮筒漂向管口,则阻尼作用更强了,低油位极限开关LB/LVL6不能及时动作和关闭气阀LB/EV2是造成贮油罐泄空而讨一算机未执行油位故障处理程序的原因。
3.2液位检测开关和控制程序
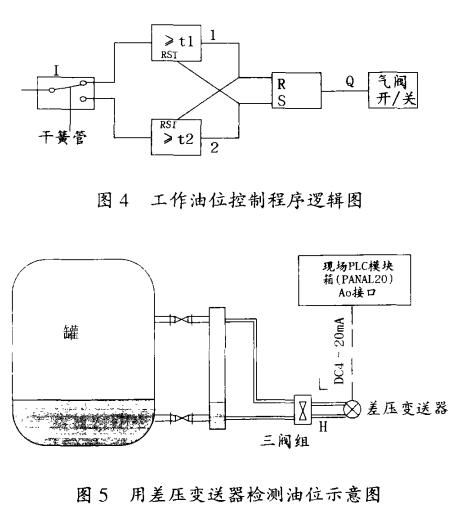
干簧管式接近开关本身依靠磁控开或合,易受周围磁场干扰产生误动。现场液位计安装位置一侧与电缆桥架相邻,而另一侧常有行车电磁吸盘吊装钢卷作业。从工作油位控制逻辑过程可以看出(图4):尽管油位检测开关已通,每]5s( t, = tz =15.)内,只要存在一次脉冲干扰,开气阀电路回路将未被选通。反之亦然。因此,干簧管式接近开关误动产生错误控制,也是酿成事故的另一个原因。
4 解决方案
4.1 改变测*方法
用差压法检测油位(AP= p"h)。在上、下联通管处开孔取压,选用智能差压变送器(*大测量围0-- IOkPa,耐压力1.6MPa,输出DC 4一2OmA,带显示表)检测差压。标定时,取工作用油压力0一750mm油柱(为保证p值不变)作为输入,并使表头指示为0%一****(线性关系)即可。差压变送器输出信号接人现场PLC模块箱PANAL20的模拟量输人通道,与轧线计算机联网(见图5)0
4.2 修改计算机程序
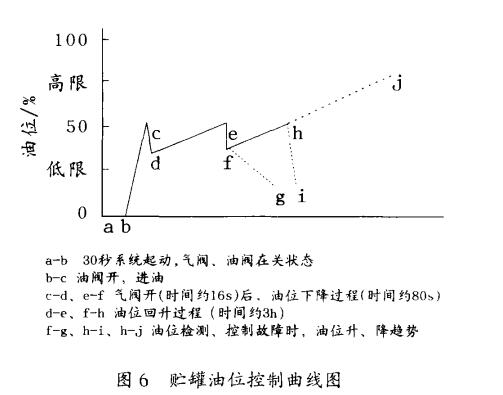
编程实现计算机画面实时显示油位((0%一****)和油位高、低的报警功能。我们用差压法测量贮罐油位,如图6所示,开气阀时,油位回落较快;关气阀时,油位上升缓慢(每小时7%)。可以将工作油位高位设在65%,油位从该点升至极限高位(80%),用时估计为2h。工作油位低位在55%一60%处,预苦时间将提前20s以上,工作控制油位整体提高也利于润滑设备的安全。因此,设定油位低于60%作为关闭气阀条件,高于65%作为打开气阀条件,用双位式调节法代替原来的延时选通位式调节,控制油位在一定范围内。保留了原有油位故障处理程序。
 ?
?
5 结语
对贮罐油位改用差压法检测后,测量值滞后性小(考虑到气阀开IM时的差压波动影响,可适当增加阻尼,damp值取2一4s),智能差压变送器准确度高(0.5级,磁翻板液位计1.5级),稳定性好,调整灵活(用实际工作油进行标定,不需要专门测定油的密度p),安装也比较方便,可保留磁翻板液位计。计算机编程部分工作量也不大,实施该项目费用在7000元以内。此方法可用于其他水箱和油箱等检测、控制方式的改进。
上一条:带远传磁翻板液位计多少钱?用户在选购产品时要提供哪些参数
下一条:磁翻板液位计等仪表仪器在维护时应该遵循的基本规则
相关产品



- 相关文章
-
- 雷达液位计的作用 【2025-11-18】
- 雷达液位计使用注意事项 【2025-11-18】
- 雷达液位计安装注意事项全解析 【2025-11-14】
- 雷达液位计工作原理及相关说明 【2025-11-14】
- 单法兰液位变送器的显示 【2023-12-26】
- 如何正确选择智能电磁流量计的供电方式 【2015-07-30】
- 防爆无线压力变送器 【2023-12-29】
- 水箱液位变送器厂家 【2024-01-05】
- 分享经济时代来临 如何在二手仪器仪表市场中把握先机 【2017-08-15】
- 差压变送器测量液位讲解 【2023-12-16】