


- 雷达液位计料位计系列产品
- 压力/液位/差压/密度变送器
- 液位仪表系列
- 流量仪表系列
- 物位仪表系列
- 液位/温度/压力/流量-报警仪
- PLC/DCS自动化控制监控系统
- GPRS无线远传装置
- 有纸/无纸记录仪系列
- 温度仪表系列
- 分析仪|检测仪|校验仪系列

全国销售热线:400-9280-163
电话:86 0517-86917118
传真:86 0517-86899586
销售经理:1560-1403-222 (丁经理)
139-1518-1149 (袁经理)
业务QQ:2942808253 / 762657048
网址:https://www.harzkj.com
电话:86 0517-86917118
传真:86 0517-86899586
销售经理:1560-1403-222 (丁经理)
139-1518-1149 (袁经理)
业务QQ:2942808253 / 762657048
网址:https://www.harzkj.com




磁翻板液位计在蒸纱机工艺流程中的功能与应用
发表时间:2021-10-10 点击次数:820 技术支持:1560-1403-222
汽蒸蒸纱机适用于对棉、毛、化纤等多种纤维纱线进行加湿、定捻、定形处理。它采用在真空下有渗透性的低温饱和蒸汽对卷装纱线外、中、内各层均匀加湿、定捻、定形。化纤及强捻纱经过蒸纱定形后,纱线收缩率明显降低,稳定了捻度,改善了成品手感和光泽度,有利于提高纱线强度,同时消除静电及纱线部分应力不平衡,使织造得以顺利进行。
1 蒸纱机的组成及功能
汽蒸蒸纱机主要由卧式放置缸体、工作门、密封圈、桥板、蒸纱小车等机械结构构成,再配以供水系统、蒸汽加热系统、抽真空系统和液压系统、空压系统和电气控制系统等。在一个完整的蒸纱过程中,通过抽真空降低蒸纱机缸体内的气压,可以产生不同沸点的蒸汽,使蒸纱机内的热饱和蒸汽充分进入到纱线内部,可以使同一锅里的每筒纱线得到均匀处理。由于抽真空还可以将纱线内的空气抽出,使饱和蒸汽可以迅速渗透到纱线内部,定捻定形、增加回潮、改善品质。要完成以上功能变化,需要供水系统、蒸汽加热系统、抽真空系统和液压等系统的密切配合工作。
1.1 液压系统
由油箱、油泵、压力表、溢流阀、导向阀、电磁阀、油管、油缸等组成,完成蒸纱机门的上升、下降、前翻转、后翻转等功能。
1.2 供水系统
由水箱、进水阀、进水电磁阀、排水阀、磁浮球水位仪及变送器、水管等组成。功能是汽蒸室进水、补水,并按工艺设置保持在一定水位,若水位太高超过工艺设定上限或太低低于设定下限会出现报警停机;为水环式真空泵提供工作用水,维持一定流量。
1.3 蒸汽加热系统由进气总阀门、角座阀、蒸汽阀门、蒸汽盘管、管道、温度仪及变送器、疏水器等和冷凝水回收水箱组成。功能是为汽蒸室内的水加热,使其达到规定温度,使汽蒸室内充满热饱和水蒸汽,定捻、定形纱线。加热蒸汽管路图如图1所示。
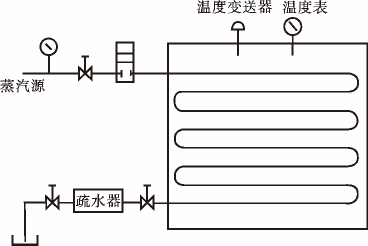
图1 加热蒸汽管路图
1.4 抽真空系统
由水环式真空泵、进水电磁阀、排水阀、压力表及其变送器、密封门、角座阀、单向阀、安全阀、排气阀、消声器等组成。
1.5 空压系统
由进气总阀门、过滤器、调压阀、油雾器、电磁阀、角阀、气缸等组成,功能是完成桥板的收起、放下动作;完成密封圈的加压、释压;推动角阀完成自动进蒸汽加热;推动角阀阀门完成抽真空管路转换;推动角阀平衡汽蒸室内外气压等。空压系统气路图如图2所示。
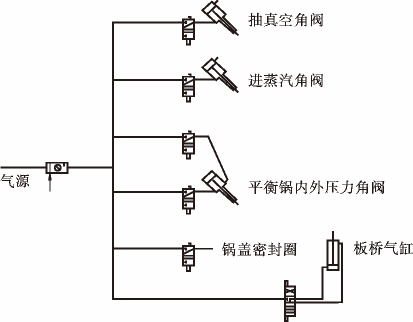
图2 空压系统气路图
1.6 电气控制系统
由电控柜、指示灯、触摸操作屏、温度变送器、压力变送器、水位变送器、油缸的传感器、油路、气路、蒸汽、抽真空系统的电磁阀、角阀、先导阀等组成,电控柜内有PLC及其模数扩展块、24V直流电源板、油泵电机及真空泵电机的保护器等组成。
2 蒸纱机工艺流程
该汽蒸蒸纱机彩色触摸屏内存11个工作程式,使用厂家可根据不同蒸纱工艺选择不同工作程式。其中1~4工作程式为单周期,该工艺程式和老式蒸纱机的工艺流程相同;5~8程式为双周期,我们可根据不同品种定形要求在不同周期设置不同工艺参数;9~11程式为三个周期,若第三周期不用,只需将第三周期的时间设为0分0秒即可。
由于我公司汽蒸产品为粘胶纱、纯棉强捻纱及纯棉细号纱,温度控制在50℃~85℃之间,故采用低温型流程。该机将高温定义为汽蒸室温度大于98℃、小于145℃。图3为我公司使用的低温型双周期汽蒸工艺流程。/////////////////////////////////////
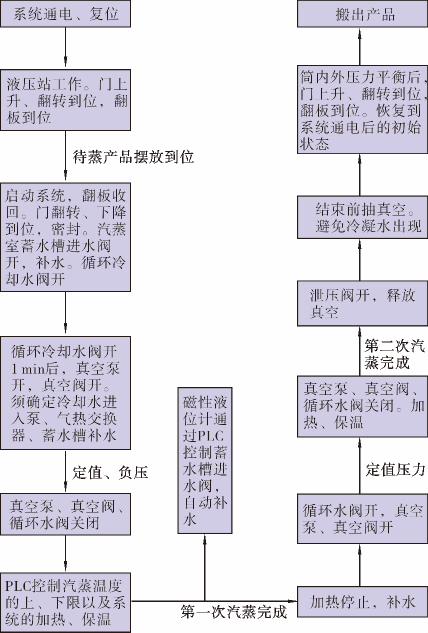
图3 低温型双周期汽蒸工艺流程图
系统通电、复位,磁翻板液位计液压站工作。门上升、翻转到位,翻板到位;待蒸产品摆放到位;启动系统,翻板收回。门翻转、下降到位,加压密封圈密封锅门,汽蒸室蓄水槽进水阀开,补水。循环冷却水阀开。预热、抽真空、加热、保温、***次汽蒸完成;加热停止,补水,循环水阀开,二次抽真空、加热、保温,第二次汽蒸完成;泄压阀开,释放真空,结束前第三次抽真空排湿、泄压到内外压力平衡、门上升、翻转到位。蒸纱产品出锅,恢复到系统上电后的初始状态。
3 蒸纱机使用过程产生的故障及原因分析
3.1 工作门密封故障
(1)密封门漏气。
(2)漏气原因。密封圈缺油脂。
(3)故障排除。将密封圈拆下,涂进口2# 低温润滑脂后,按顺时钟12、3、6、9的位置将密封圈放置于安装槽的边沿,用木榔头轻轻捶敲到安装槽内,确保密封严实,不漏气。
3.2 液位计排污阀故障
(1)液位计报警停机。
(2)故障原因。磁性液位计下手动排污阀关不严造成。图4为汽蒸室外磁性液位计视图。////////////////////////////////////
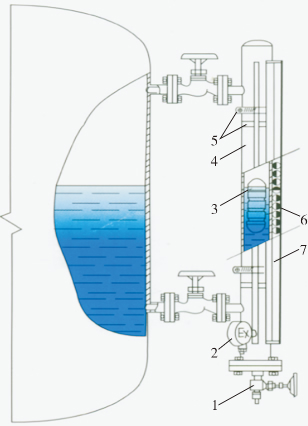
图4 汽蒸室外磁性液位计视图
1-排污阀;2-远传变送器;3-磁性浮子;4-主导管;5-抱箍;6-磁翻柱。
汽蒸室磁性液位计水槽排污采用手动球阀排污,该手动球阀由于长时间使用出现故障,球阀关不严,蒸纱过程运行到抽真空工艺程序时,锅内真空度相较于外界真空度高,致使锅外气体在大气压的作用下,顺着球阀不严处压入磁性液位计内,致使液位计内液位上下翻动,显示液位高低的磁性浮子在液面上上下浮动,磁性液位计外监测磁性浮子高低的变送器将这一信号提供给控制系统,因液位高度超过***高液位设定(即工艺设定的液位上限)而报警自停。
(3)故障排除。将手动球阀更换为堵头,一劳永逸。优点:因手动球阀密封不严造成液位报警故障得以根除,减轻维修人员巡回检修次数及维修工作量。缺点:磁性液位计手动排污功能丧失,仅靠每月揩车时将堵头拆开清理磁性液位计直管,排除管内污物等,排污时间较长。液位计内污物不及时清理,容易造成磁浮子卡死,埋下安全隐患。
3.3 磁性液位计故障
(1)故障显示。蒸纱机温度上升慢无法蒸纱。
(2)故障分析。电气维修人员分析温度变送器坏,更换温度变送器后温度仍上不去。现场检查汽蒸室内液位高度,发现汽蒸室内蓄水槽加热盘管90%面积暴露在液面外部,几乎干蒸。造成这一故障的原因是连接于汽蒸室外监测锅内水位高低的磁性液位计磁性浮子卡死造成。由于液位计内污物清理不及时,造成其内磁性浮子卡死在正常液位位置,磁性液位计外相连接的液位变送器监测提供给PLC,PLC提供给控制系统的信号始终是液位正常,PLC的错误判断造成电磁进水阀不能自动补水,蒸纱过程由于无法自动补水而锅内水越蒸越少,温度无法快速上升。
(3)故障危害及排除。危害:当汽蒸室蓄水槽内液位低于蒸汽加热盘器时,会使汽蒸室产生大量的过热蒸汽,过热蒸汽对纤维组织是非常有害的。故障排除:将堵头拆开,清理磁性液位计内污物,使液位计内磁性浮子正常工作。向汽蒸室内蓄水槽注水,使蓄水槽内水位高出加热盘管50mm,机械式磁性液位计显示液位为46mm(工艺设定***高液位值),注水停止,磁性液位计正常工作。
3.4 汽蒸室加热盘管故障
(1)故障原因分析。汽蒸室加热盘管在长时间使用过程中,由于水浸及管内蒸汽压力双重作用,弯头处出现一小孔,该小孔造成蒸纱过程中小孔处漏汽,导致锅内液位不能正确执行工艺设定液位;每天关机后,高空水箱内水回流到汽蒸室水槽。由于汽蒸室加热盘管出口和高空水箱相连,高空水箱高出汽蒸室水槽近2m,两者之间有水压差。虽然回气管上安装有单向阀控制蒸汽及水回流,但其密封性较差,高空水箱内余水在水压差作用下回流到汽蒸管,沿小孔压入汽蒸室水槽,致使每天关机前锅内液位较先一天关机时高20mm~30mm。
(2)故障排除。气焊小孔,故障排除,蒸纱过程液位执行工艺设定,每天关机和第二天开机时液位显示数值相同。
4 结束语良好的设备保养是用好设备的关键。新型设备机电一体化程度高,对维修人员的技能提出更高要求。要求维修人员必须掌握设备原理,严格按保养要求保养设备,对于单机台的保养更不能松懈;在进行设备部件改造时,不能因为改造而丧失设备的部分功能,埋下安全隐患;对于单机台的维护保养,揩车时保养人员可相互轮岗操作,这样维修人员可以掌握不同部位的维修要求,不致因人员变动而造成揩车时的缺项漏项或揩擦不到位,从而造成设备故障;蒸纱过程的巡检不容忽视,蒸纱工对设备的性能及设备异常要有一定的判断能力。总之,新型设备对操作及维修人员的知识结构及技能水平有一定要求,良好的设备保养是用好设备、延长设备使用寿命的关键。
上一条:如何处理雷达液位计天线附有凝结水或者出现结冰等情况
下一条:RZRD喇叭口雷达液位计应用在石灰石制浆系统中的情况分析
1 蒸纱机的组成及功能
汽蒸蒸纱机主要由卧式放置缸体、工作门、密封圈、桥板、蒸纱小车等机械结构构成,再配以供水系统、蒸汽加热系统、抽真空系统和液压系统、空压系统和电气控制系统等。在一个完整的蒸纱过程中,通过抽真空降低蒸纱机缸体内的气压,可以产生不同沸点的蒸汽,使蒸纱机内的热饱和蒸汽充分进入到纱线内部,可以使同一锅里的每筒纱线得到均匀处理。由于抽真空还可以将纱线内的空气抽出,使饱和蒸汽可以迅速渗透到纱线内部,定捻定形、增加回潮、改善品质。要完成以上功能变化,需要供水系统、蒸汽加热系统、抽真空系统和液压等系统的密切配合工作。
1.1 液压系统
由油箱、油泵、压力表、溢流阀、导向阀、电磁阀、油管、油缸等组成,完成蒸纱机门的上升、下降、前翻转、后翻转等功能。
1.2 供水系统
由水箱、进水阀、进水电磁阀、排水阀、磁浮球水位仪及变送器、水管等组成。功能是汽蒸室进水、补水,并按工艺设置保持在一定水位,若水位太高超过工艺设定上限或太低低于设定下限会出现报警停机;为水环式真空泵提供工作用水,维持一定流量。
1.3 蒸汽加热系统由进气总阀门、角座阀、蒸汽阀门、蒸汽盘管、管道、温度仪及变送器、疏水器等和冷凝水回收水箱组成。功能是为汽蒸室内的水加热,使其达到规定温度,使汽蒸室内充满热饱和水蒸汽,定捻、定形纱线。加热蒸汽管路图如图1所示。
图1 加热蒸汽管路图
1.4 抽真空系统
由水环式真空泵、进水电磁阀、排水阀、压力表及其变送器、密封门、角座阀、单向阀、安全阀、排气阀、消声器等组成。
1.5 空压系统
由进气总阀门、过滤器、调压阀、油雾器、电磁阀、角阀、气缸等组成,功能是完成桥板的收起、放下动作;完成密封圈的加压、释压;推动角阀完成自动进蒸汽加热;推动角阀阀门完成抽真空管路转换;推动角阀平衡汽蒸室内外气压等。空压系统气路图如图2所示。
图2 空压系统气路图
1.6 电气控制系统
由电控柜、指示灯、触摸操作屏、温度变送器、压力变送器、水位变送器、油缸的传感器、油路、气路、蒸汽、抽真空系统的电磁阀、角阀、先导阀等组成,电控柜内有PLC及其模数扩展块、24V直流电源板、油泵电机及真空泵电机的保护器等组成。
2 蒸纱机工艺流程
该汽蒸蒸纱机彩色触摸屏内存11个工作程式,使用厂家可根据不同蒸纱工艺选择不同工作程式。其中1~4工作程式为单周期,该工艺程式和老式蒸纱机的工艺流程相同;5~8程式为双周期,我们可根据不同品种定形要求在不同周期设置不同工艺参数;9~11程式为三个周期,若第三周期不用,只需将第三周期的时间设为0分0秒即可。
由于我公司汽蒸产品为粘胶纱、纯棉强捻纱及纯棉细号纱,温度控制在50℃~85℃之间,故采用低温型流程。该机将高温定义为汽蒸室温度大于98℃、小于145℃。图3为我公司使用的低温型双周期汽蒸工艺流程。/////////////////////////////////////
图3 低温型双周期汽蒸工艺流程图
系统通电、复位,磁翻板液位计液压站工作。门上升、翻转到位,翻板到位;待蒸产品摆放到位;启动系统,翻板收回。门翻转、下降到位,加压密封圈密封锅门,汽蒸室蓄水槽进水阀开,补水。循环冷却水阀开。预热、抽真空、加热、保温、***次汽蒸完成;加热停止,补水,循环水阀开,二次抽真空、加热、保温,第二次汽蒸完成;泄压阀开,释放真空,结束前第三次抽真空排湿、泄压到内外压力平衡、门上升、翻转到位。蒸纱产品出锅,恢复到系统上电后的初始状态。
3 蒸纱机使用过程产生的故障及原因分析
3.1 工作门密封故障
(1)密封门漏气。
(2)漏气原因。密封圈缺油脂。
(3)故障排除。将密封圈拆下,涂进口2# 低温润滑脂后,按顺时钟12、3、6、9的位置将密封圈放置于安装槽的边沿,用木榔头轻轻捶敲到安装槽内,确保密封严实,不漏气。
3.2 液位计排污阀故障
(1)液位计报警停机。
(2)故障原因。磁性液位计下手动排污阀关不严造成。图4为汽蒸室外磁性液位计视图。////////////////////////////////////
图4 汽蒸室外磁性液位计视图
1-排污阀;2-远传变送器;3-磁性浮子;4-主导管;5-抱箍;6-磁翻柱。
汽蒸室磁性液位计水槽排污采用手动球阀排污,该手动球阀由于长时间使用出现故障,球阀关不严,蒸纱过程运行到抽真空工艺程序时,锅内真空度相较于外界真空度高,致使锅外气体在大气压的作用下,顺着球阀不严处压入磁性液位计内,致使液位计内液位上下翻动,显示液位高低的磁性浮子在液面上上下浮动,磁性液位计外监测磁性浮子高低的变送器将这一信号提供给控制系统,因液位高度超过***高液位设定(即工艺设定的液位上限)而报警自停。
(3)故障排除。将手动球阀更换为堵头,一劳永逸。优点:因手动球阀密封不严造成液位报警故障得以根除,减轻维修人员巡回检修次数及维修工作量。缺点:磁性液位计手动排污功能丧失,仅靠每月揩车时将堵头拆开清理磁性液位计直管,排除管内污物等,排污时间较长。液位计内污物不及时清理,容易造成磁浮子卡死,埋下安全隐患。
3.3 磁性液位计故障
(1)故障显示。蒸纱机温度上升慢无法蒸纱。
(2)故障分析。电气维修人员分析温度变送器坏,更换温度变送器后温度仍上不去。现场检查汽蒸室内液位高度,发现汽蒸室内蓄水槽加热盘管90%面积暴露在液面外部,几乎干蒸。造成这一故障的原因是连接于汽蒸室外监测锅内水位高低的磁性液位计磁性浮子卡死造成。由于液位计内污物清理不及时,造成其内磁性浮子卡死在正常液位位置,磁性液位计外相连接的液位变送器监测提供给PLC,PLC提供给控制系统的信号始终是液位正常,PLC的错误判断造成电磁进水阀不能自动补水,蒸纱过程由于无法自动补水而锅内水越蒸越少,温度无法快速上升。
(3)故障危害及排除。危害:当汽蒸室蓄水槽内液位低于蒸汽加热盘器时,会使汽蒸室产生大量的过热蒸汽,过热蒸汽对纤维组织是非常有害的。故障排除:将堵头拆开,清理磁性液位计内污物,使液位计内磁性浮子正常工作。向汽蒸室内蓄水槽注水,使蓄水槽内水位高出加热盘管50mm,机械式磁性液位计显示液位为46mm(工艺设定***高液位值),注水停止,磁性液位计正常工作。
3.4 汽蒸室加热盘管故障
(1)故障原因分析。汽蒸室加热盘管在长时间使用过程中,由于水浸及管内蒸汽压力双重作用,弯头处出现一小孔,该小孔造成蒸纱过程中小孔处漏汽,导致锅内液位不能正确执行工艺设定液位;每天关机后,高空水箱内水回流到汽蒸室水槽。由于汽蒸室加热盘管出口和高空水箱相连,高空水箱高出汽蒸室水槽近2m,两者之间有水压差。虽然回气管上安装有单向阀控制蒸汽及水回流,但其密封性较差,高空水箱内余水在水压差作用下回流到汽蒸管,沿小孔压入汽蒸室水槽,致使每天关机前锅内液位较先一天关机时高20mm~30mm。
(2)故障排除。气焊小孔,故障排除,蒸纱过程液位执行工艺设定,每天关机和第二天开机时液位显示数值相同。
4 结束语良好的设备保养是用好设备的关键。新型设备机电一体化程度高,对维修人员的技能提出更高要求。要求维修人员必须掌握设备原理,严格按保养要求保养设备,对于单机台的保养更不能松懈;在进行设备部件改造时,不能因为改造而丧失设备的部分功能,埋下安全隐患;对于单机台的维护保养,揩车时保养人员可相互轮岗操作,这样维修人员可以掌握不同部位的维修要求,不致因人员变动而造成揩车时的缺项漏项或揩擦不到位,从而造成设备故障;蒸纱过程的巡检不容忽视,蒸纱工对设备的性能及设备异常要有一定的判断能力。总之,新型设备对操作及维修人员的知识结构及技能水平有一定要求,良好的设备保养是用好设备、延长设备使用寿命的关键。
上一条:如何处理雷达液位计天线附有凝结水或者出现结冰等情况
下一条:RZRD喇叭口雷达液位计应用在石灰石制浆系统中的情况分析
相关产品



- 相关文章
-
- 雷达液位计的作用 【2025-11-18】
- 雷达液位计使用注意事项 【2025-11-18】
- 雷达液位计安装注意事项全解析 【2025-11-14】
- 雷达液位计工作原理及相关说明 【2025-11-14】
- 浮球式液位计原理、分类及检定方法的探讨 【2016-03-09】
- 液位变送器火水未济一样嘛 【2024-01-07】
- 磁翻板液位变送器的品牌 【2023-12-31】
- 超声波流量计与调节阀和泄漏定位系统配合在输油管道中的应用 【2015-11-17】
- 防爆无线液位变送器 【2023-12-17】
- 投入式液位变送器光柱不亮 【2024-01-05】